


1 引言
HDVTM160xl0/8L-MC高檔立式銑車復合加工中心是國家2010年科技重大專項項目,其主要課題任務之一的“高速、高精度數控轉臺設計及制造技術”,是一種全新設計的短主軸結構,滾動導軌、軸承定位孔及定位面采用高精度磨削加工,其端面滾動軸承與主軸滾動軸承為高精度軸承,端徑跳動要求不大于0.003mm的數控轉臺。
作為端徑跳動達到0.003mm的數控轉臺,采用常規裝配刮研方法很難達到其裝配精度。本創新工藝摒棄了傳統的人工刮研修配方法,利用高精度設備充當高精度回轉檢測、修復、裝配平臺對數控轉臺回轉單元進行裝配,一次裝配達到端徑跳動0.003mm的精度要求。
2 具體工藝方法及過程
2.1 高速、高精度數控轉臺結構
數控轉臺由轉臺底座、轉臺、主軸、推力圓柱滾子軸承、雙列圓柱滾子軸承等零件組成,轉臺底座的功能是聯結下端直線導軌滑塊、把合主軸、承載推力圓柱滾子軸承和保證基礎精度等,高精度軸承分別安裝在轉臺底座和主軸上,實現安裝在其上的轉臺精度。
其中3套外購組合軸承要求跳動精度為0.003mm。
2.2 工藝性分析及工藝方案的擬定
在機械加工及運輸等過程中,對各關鍵件造成一定的超差或變形,如:推力圓柱滾子軸承的下環變形量達到0.005mm工作臺底座軸承安裝面平面度雖在0.003mm以內,但存在明顯高低點等,會對裝配過程帶來很大的麻煩,工藝性差。所以在擬定裝配工藝時應予以充分考慮。
由于運用傳統人工刮研方式難以實現端徑跳0.003mm以內的穩定精度,且周期長,人工投入大,對工人技術要求高。結合數控轉臺的結構特點以及現場各關鍵件存在的實際狀況,經深入研究分析,擬定將數控轉臺放置在擁有回轉檢測、超差修復、高平面精度功能的裝配平臺系統中,依次將數控轉臺的各個零件按照其在高精度轉臺中應達到的精度進行層疊裝配的工藝方案。
在擬定的工藝方案中,充當裝配平臺系統的設備為立式磨床,此立式磨床應具備如下條件:(1)立式磨床要安裝在恒溫、無振源的車間。(2)立式磨床的磨削加工精度以及回轉精度均要不大于0.003mm。(3)立式磨床的回轉半徑不小于轉臺底座最大回轉半徑。(4)立式磨床的加工高度不小于轉臺裝配后高度。
2.3 具體解決問題的工藝過程
(1)立磨自磨等高墊鐵,將轉臺放置在等高墊鐵上,輪表檢測轉臺各高精度部位精度(主軸軸承外環安裝孔圓度、推力軸承安裝面跳動及對孔的垂直度等),對超差部位進行修磨至合格。對合格的孔及面再次輪表檢驗,按八等分分別記錄其跳動數值。裝推力圓柱滾子軸承上環,并檢驗其端面跳動,用誤差消除法(即將上環最低點移向轉臺軸承安裝面最高點或將上環最高點移向轉臺軸承安裝面最低點)進行試裝,達到最佳精度后做配合標記,然后拆下。
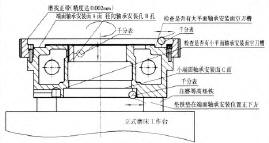
圖1 轉臺在立式磨床上進行檢驗
用同樣方法試裝主軸軸承外環等,吊下轉臺。
(2)將轉臺底座放置在立磨自磨等高墊鐵上,輪表件轉臺底座各高精度部位精度(主軸安裝孔垂直度及端面跳動、推力軸承安裝面跳動),對超差部位進行修磨至合格。對合格的孔及面再次輪表檢驗,按八等分分別記錄其跳動數值。裝推力圓柱滾子軸承下環,并檢驗其端面跳動,用誤差消除法進行試裝,達到最佳精度后做配合標記。
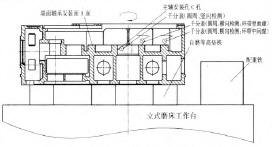
圖2 底座在立式磨床上進行檢驗及裝配
安裝主軸,拉表檢測主軸側母線垂直度合格。裝雙列圓柱滾子軸承,輔助液壓油槍、球面墊圈及螺母扳手等工裝,當雙列圓柱滾子軸承外環在重力作用下不脫落且轉動靈活時,檢測外環跳動、回轉跳動,以及內環上端面跳動,要求均在0.003mm以內。
完成上述工作后,將主軸軸承外環拆下,同推力圓柱滾子軸承上環一同裝入轉臺上。天車輔助“手拉葫蘆”緩緩將回轉臺組件落入立磨工作臺上的轉臺底座上。采取誤差消除法裝配小推力圓柱滾子軸承,并調裝主軸壓蓋。
驅動數控轉臺,磨削端、徑跳找正帶,拉表檢驗其精度是否合格。
3 結論
本創新工藝是一種立式銑車復合加工中心高精度回轉工作臺的裝配方法。該方法實現了以零件檢測、超差精度修復、誤差消除法裝配、裝配后工作精度檢測為主線的裝配方法,一次裝配完成并且可以保證達到最優裝配精度,操作方便,節約人力、物力及裝配周期,機械化及自動化程度高,將人為影響因素降至最低,突破了高精度數控轉臺精度保障的瓶頸。


